在化工、塑料、食品等众多工业领域,吨包卸料站是实现粉粒状物料高效、无尘投料的核心设备。它以系统化的结构设计,解决了大剂量物料拆包卸料的效率与环保难题,成为现代化生产线中重要的一环。
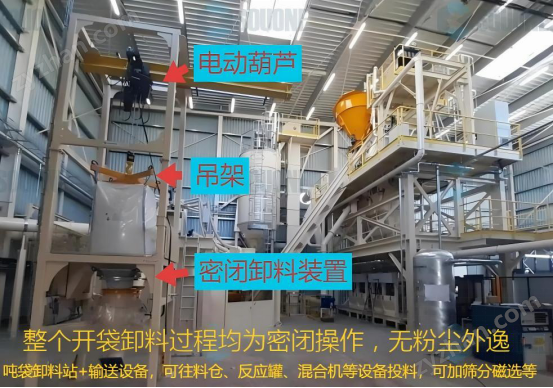
从结构组成来看,吨包卸料站是一个协同作业的系统,主要由卸料框架、吊装装置、开袋机构、投料仓、喂料装置、除尘系统和控制系统构成。卸料框架作为设备的基础,为各部件提供安装支撑,同时保障作业过程的稳定性;吊装装置分为外接叉车式与自带电动葫芦式两种,前者依赖外部设备将吨袋吊至进料口,后者通过自身起重设备完成吨袋提升,适配不同车间的作业条件;开袋机构是物料释放的关键,配备自动夹爪、吸盘或割刀,可根据吨袋回收需求选择人工拆口或自动割袋;投料仓用于暂存从吨袋中卸出的物料,部分还加装振动活化筛网,对结块物料进行破碎处理;喂料装置如螺旋给料机、气力输送系统,负责将仓内物料精准输送至下游设备;除尘系统通过负压吸附或脉冲反吹技术,捕捉卸料过程中产生的粉尘,避免环境污染;控制系统则以PLC为核心,实现各环节的自动化联动与参数调控。
吨包卸料站的工作原理围绕“精准吊装-无尘开袋-顺畅卸料-高效输送”的流程展开。作业开始前,操作人员需完成设备检查,确认各部件运行正常。随后,吊装装置将满载物料的吨袋平稳提升至投料仓上方并定位,开袋机构启动打开吨袋下料口,物料在重力作用下落入投料仓。针对流动性差或结块的物料,振动装置会同步启动,通过拍打或振动促使物料完全卸出。卸料过程中,除尘系统全程运行,将飞扬的粉尘吸入过滤装置,确保车间环境清洁。最后,喂料装置根据下游工序需求,以稳定的速度将物料输送至搅拌罐、混合机等设备,完成整个投料流程。
这种结构与原理的设计,让吨包卸料站兼具高效性与环保性。它不仅将传统人工拆包的效率提升数倍,还通过密闭式作业与除尘系统,从根源上解决了粉尘污染问题,同时降低了操作人员的劳动强度,为工业生产的自动化与绿色化转型提供了有力支撑。